Welding Principles and Applications Chapter 25 Review Answers

Welding is a fabrication process that joins materials, usually metals or thermoplastics, by using high oestrus to melt the parts together and allowing them to absurd, causing fusion. Welding is distinct from lower temperature techniques such equally brazing and soldering, which practice non melt the base metal (parent metal).
In addition to melting the base of operations metallic, a filler fabric is typically added to the articulation to form a pool of molten material (the weld pool) that cools to form a joint that, based on weld configuration (butt, full penetration, fillet, etc.), can exist stronger than the base of operations material. Pressure may also be used in conjunction with heat or by itself to produce a weld. Welding likewise requires a form of shield to protect the filler metals or melted metals from being contaminated or oxidized.
Many different free energy sources can be used for welding, including a gas flame (chemic), an electric arc (electrical), a light amplification by stimulated emission of radiation, an electron beam, friction, and ultrasound. While often an industrial process, welding may be performed in many different environments, including in open air, under water, and in outer space. Welding is a hazardous undertaking and precautions are required to avoid burns, electrical shock, vision damage, inhalation of poisonous gases and fumes, and exposure to intense ultraviolet radiation.
Until the end of the 19th century, the only welding procedure was forge welding, which blacksmiths had used for millennia to join iron and steel by heating and hammering. Arc welding and oxy-fuel welding were among the start processes to develop late in the century, and electrical resistance welding followed soon after. Welding technology avant-garde quickly during the early on 20th century equally world wars collection the demand for reliable and inexpensive joining methods. Post-obit the wars, several modern welding techniques were developed, including transmission methods like shielded metallic arc welding, now one of the nigh pop welding methods, besides as semi-automated and automatic processes such equally gas metal arc welding, submerged arc welding, flux-cored arc welding and electroslag welding. Developments continued with the invention of laser beam welding, electron beam welding, magnetic pulse welding, and friction stir welding in the latter half of the century. Today, equally the science continues to advance, robot welding is commonplace in industrial settings, and researchers continue to develop new welding methods and proceeds greater understanding of weld quality.
Etymology [edit]
The term weld is of English language origin, with roots from Scandinavia. It is frequently confused with the Old English word weald , significant 'a forested area', simply this discussion somewhen morphed into the modernistic version, wild. The Old English word for welding atomic number 26 was samod ('to join') or samodwellung ('to bring together hot', with hot more relating to red-hot or a swelling rage; in contrast to samodfæst , 'to bind together with rope or fasteners').[ane] The term weld is derived from the Middle English verb well ( wæll ; plural/present tense: wælle ) or welling ( wællen ), meaning 'to heat' (to the maximum temperature possible); 'to bring to a eddy'. The mod word was probably derived from the by-tense participle welled ( wællende ), with the addition of d for this purpose being mutual in the Germanic languages of the Angles and Saxons. It was offset recorded in English in 1590, from a version of the Christian Bible that was originally translated into English language by John Wycliffe in the fourteenth century. The original version, from Isaiah 2:four, reads, " ...thei shul bete togidere their swerdes into shares... " (they shall beat together their swords into plowshares), while the 1590 version was changed to, "...thei shullen welle togidere her swerdes in-to scharris..." (they shall weld together their swords into plowshares), suggesting this detail use of the discussion probably became pop in English language erstwhile between these periods.[2]
The word is derived from the Former Swedish word valla , meaning 'to boil'. Sweden was a large exporter of iron during the Middle Ages, and many other European languages used unlike words but with the same meaning to refer to welding atomic number 26, such as the Illyrian (Greek) variti ('to boil'), Turkish kaynamak ('to boil'), Grison (Swiss) bulgir ('to boil'), or the Lettish (Latvian) sawdrit ('to weld or solder', derived from wdrit , 'to boil'). In Swedish, however, the word just referred to joining metals when combined with the word for fe ( järn ), as in valla järn (literally: 'to boil iron'). The word possibly entered English from the Swedish iron merchandise, or possibly was imported with the thousands of Viking settlements that arrived in England earlier and during the Viking Age, every bit more than half of the nigh mutual English language words in everyday use are Scandinavian in origin.[3] [4]
History [edit]

The iron pillar of Delhi, India
The history of joining metals goes dorsum several millennia. The earliest examples of this come from the Bronze and Iron Ages in Europe and the Middle East. The ancient Greek historian Herodotus states in The Histories of the 5th century BC that Glaucus of Chios "was the man who single-handedly invented atomic number 26 welding".[5] Welding was used in the construction of the Iron colonnade of Delhi, erected in Delhi, India about 310 AD and weighing 5.4 metric tons.[6]
The Heart Ages brought advances in forge welding, in which blacksmiths pounded heated metal repeatedly until bonding occurred. In 1540, Vannoccio Biringuccio published De la pirotechnia, which includes descriptions of the forging operation.[7] Renaissance craftsmen were skilled in the process, and the industry continued to abound during the following centuries.[vii]
In 1800, Sir Humphry Davy discovered the short-pulse electric arc and presented his results in 1801.[eight] [9] [10] In 1802, Russian scientist Vasily Petrov created the continuous electric arc,[x] [11] [12] and subsequently published "News of Galvanic-Voltaic Experiments" in 1803, in which he described experiments carried out in 1802. Of great importance in this work was the description of a stable arc discharge and the indication of its possible use for many applications, one existence melting metals.[13] In 1808, Davy, who was unaware of Petrov'due south work, rediscovered the continuous electrical arc.[ix] [x] In 1881–82 inventors Nikolai Benardos (Russian) and Stanisław Olszewski (Polish)[14] created the outset electric arc welding method known as carbon arc welding using carbon electrodes. The advances in arc welding continued with the invention of metal electrodes in the tardily 1800s by a Russian, Nikolai Slavyanov (1888), and an American, C. L. Coffin (1890). Around 1900, A. P. Strohmenger released a coated metal electrode in Britain, which gave a more stable arc. In 1905, Russian scientist Vladimir Mitkevich proposed using a three-phase electrical arc for welding. Alternating current welding was invented by C. J. Holslag in 1919, but did not become pop for another decade.[fifteen]
Resistance welding was also developed during the last decades of the 19th century, with the first patents going to Elihu Thomson in 1885, who produced further advances over the next fifteen years. Thermite welding was invented in 1893, and around that time another process, oxyfuel welding, became well established. Acetylene was discovered in 1836 by Edmund Davy, but its use was non practical in welding until about 1900, when a suitable torch was adult.[16] At commencement, oxyfuel welding was 1 of the more popular welding methods due to its portability and relatively depression cost. As the 20th century progressed, however, it fell out of favor for industrial applications. It was largely replaced with arc welding, as advances in metal coverings (known as flux) were made.[17] Flux roofing the electrode primarily shields the base material from impurities, just likewise stabilizes the arc and can add alloying components to the weld metallic.[eighteen]

World State of war I acquired a major surge in the use of welding, with the various military machine powers attempting to decide which of the several new welding processes would be best. The British primarily used arc welding, even amalgam a transport, the "Fullagar" with an entirely welded hull.[19] [20] Arc welding was first applied to aircraft during the war every bit well, as some German airplane fuselages were constructed using the process.[21] Too noteworthy is the beginning welded road bridge in the earth, the Maurzyce Bridge in Poland (1928).[22]

Acetylene welding on cylinder water jacket, U.s. Army 1918
During the 1920s, significant advances were made in welding technology, including the introduction of automatic welding in 1920, in which electrode wire was fed continuously. Shielding gas became a subject receiving much attention, as scientists attempted to protect welds from the effects of oxygen and nitrogen in the atmosphere. Porosity and brittleness were the primary problems, and the solutions that developed included the apply of hydrogen, argon, and helium as welding atmospheres.[23] During the following decade, further advances allowed for the welding of reactive metals similar aluminum and magnesium. This in conjunction with developments in automatic welding, alternating current, and fluxes fed a major expansion of arc welding during the 1930s and then during World War II.[24] In 1930, the kickoff all-welded merchant vessel, 1000/S Carolinian, was launched.

Portable welder being used for Sydney stormwater infrastructure
During the centre of the century, many new welding methods were invented. In 1930, Kyle Taylor was responsible for the release of stud welding, which before long became popular in shipbuilding and structure. Submerged arc welding was invented the same year and continues to exist popular today. In 1932 a Russian, Konstantin Khrenov eventually implemented the outset underwater electric arc welding. Gas tungsten arc welding, subsequently decades of development, was finally perfected in 1941, and gas metallic arc welding followed in 1948, allowing for fast welding of not-ferrous materials simply requiring expensive shielding gases. Shielded metal arc welding was developed during the 1950s, using a flux-coated consumable electrode, and it apace became the well-nigh popular metallic arc welding process. In 1957, the flux-cored arc welding procedure debuted, in which the self-shielded wire electrode could exist used with automatic equipment, resulting in greatly increased welding speeds, and that same twelvemonth, plasma arc welding was invented by Robert Cuff. Electroslag welding was introduced in 1958, and it was followed by its cousin, electrogas welding, in 1961.[25] In 1953, the Soviet scientist N. F. Kazakov proposed the diffusion bonding method.[26]
Other recent developments in welding include the 1958 quantum of electron beam welding, making deep and narrow welding possible through the concentrated heat source. Post-obit the invention of the laser in 1960, laser beam welding debuted several decades after, and has proved to be especially useful in high-speed, automated welding. Magnetic pulse welding (MPW) has been industrially used since 1967. Friction stir welding was invented in 1991 past Wayne Thomas at The Welding Constitute (TWI, UK) and found high-quality applications all over the world.[27] All of these 4 new processes continue to be quite expensive due to the loftier toll of the necessary equipment, and this has express their applications.[28]
Processes [edit]
Gas welding [edit]
The well-nigh common gas welding procedure is oxyfuel welding,[17] too known as oxyacetylene welding. It is one of the oldest and near versatile welding processes, but in recent years it has get less pop in industrial applications. It is nevertheless widely used for welding pipes and tubes, also as repair work.[17]
The equipment is relatively inexpensive and simple, generally employing the combustion of acetylene in oxygen to produce a welding flame temperature of near 3100 °C (5600 °F).[17] The flame, since it is less full-bodied than an electric arc, causes slower weld cooling, which tin lead to greater residuum stresses and weld baloney, though it eases the welding of high alloy steels. A like process, generally called oxyfuel cut, is used to cut metals.[17]
Arc welding [edit]
These processes utilise a welding power supply to create and maintain an electrical arc betwixt an electrode and the base of operations fabric to melt metals at the welding point. They can employ either directly current (DC) or alternating current (Air conditioning), and consumable or not-consumable electrodes. The welding region is sometimes protected past some type of inert or semi-inert gas, known as a shielding gas, and filler material is sometimes used as well.
Arc welding processes [edit]
One of the near mutual types of arc welding is shielded metal arc welding (SMAW);[29] information technology is too known as manual metal arc welding (MMAW) or stick welding. Electrical electric current is used to strike an arc between the base of operations material and consumable electrode rod, which is made of filler material (typical steel) and is covered with a flux that protects the weld area from oxidation and contamination past producing carbon dioxide (CO2) gas during the welding procedure. The electrode core itself acts equally filler material, making a separate filler unnecessary.[29]

Shielded metal arc welding
The process is versatile and tin be performed with relatively inexpensive equipment, making it well suited to shop jobs and field work.[29] [30] An operator tin can go reasonably proficient with a modest corporeality of preparation and can achieve mastery with experience. Weld times are rather slow, since the consumable electrodes must be oft replaced and because slag, the residue from the flux, must exist chipped abroad later on welding.[29] Furthermore, the process is mostly limited to welding ferrous materials, though special electrodes have made possible the welding of cast iron, stainless steel, aluminum, and other metals.[30]
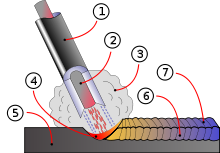
Diagram of arc and weld area, in shielded metal arc welding.
- Blanket Period
- Rod
- Shield Gas
- Fusion
- Base metal
- Weld metal
- Solidified Slag
Gas metal arc welding (GMAW), besides known as metallic inert gas or MIG welding, is a semi-automatic or automatic process that uses a continuous wire feed as an electrode and an inert or semi-inert gas mixture to protect the weld from contamination. Since the electrode is continuous, welding speeds are greater for GMAW than for SMAW.[31]
A related process, flux-cored arc welding (FCAW), uses similar equipment but uses wire consisting of a steel electrode surrounding a powder fill fabric. This cored wire is more expensive than the standard solid wire and tin can generate fumes and/or slag, but information technology permits even higher welding speed and greater metal penetration.[32]
Gas tungsten arc welding (GTAW), or tungsten inert gas (TIG) welding, is a manual welding process that uses a non-consumable tungsten electrode, an inert or semi-inert gas mixture, and a separate filler textile.[33] Especially useful for welding thin materials, this method is characterized by a stable arc and high-quality welds, but it requires significant operator skill and tin can just be accomplished at relatively depression speeds.[33]
GTAW can be used on nearly all weldable metals, though it is most often applied to stainless steel and light metals. Information technology is frequently used when quality welds are extremely of import, such equally in bike, aircraft and naval applications.[33] A related process, plasma arc welding, also uses a tungsten electrode just uses plasma gas to make the arc. The arc is more concentrated than the GTAW arc, making transverse control more critical and thus more often than not restricting the technique to a mechanized procedure. Because of its stable current, the method can be used on a wider range of material thicknesses than can the GTAW process and it is much faster. Information technology can be applied to all of the same materials equally GTAW except magnesium, and automated welding of stainless steel is one important application of the process. A variation of the process is plasma cutting, an efficient steel cutting procedure.[34]
Submerged arc welding (SAW) is a high-productivity welding method in which the arc is struck beneath a roofing layer of flux. This increases arc quality since contaminants in the atmosphere are blocked by the flux. The slag that forms on the weld generally comes off by itself, and combined with the use of a continuous wire feed, the weld degradation charge per unit is high. Working weather are much improved over other arc welding processes, since the flux hides the arc and about no smoke is produced. The process is commonly used in industry, especially for large products and in the manufacture of welded pressure level vessels.[35] Other arc welding processes include diminutive hydrogen welding, electroslag welding (ESW), electrogas welding, and stud arc welding.[36] ESW is a highly productive, single-laissez passer welding process for thicker materials between 1 inch (25 mm) and 12 inches (300 mm) in a vertical or shut to vertical position.
Arc welding power supplies [edit]
To supply the electrical power necessary for arc welding processes, a variety of unlike power supplies can exist used. The most common welding power supplies are constant current power supplies and constant voltage power supplies. In arc welding, the length of the arc is directly related to the voltage, and the amount of heat input is related to the current. Constant current ability supplies are most often used for transmission welding processes such as gas tungsten arc welding and shielded metal arc welding, considering they maintain a relatively constant current even as the voltage varies. This is important considering in transmission welding, information technology tin be difficult to concur the electrode perfectly steady, and as a result, the arc length and thus voltage tend to fluctuate. Constant voltage ability supplies concord the voltage constant and vary the current, and as a upshot, are most often used for automated welding processes such as gas metal arc welding, flux-cored arc welding, and submerged arc welding. In these processes, arc length is kept constant, since any fluctuation in the distance between the wire and the base of operations material is quickly rectified past a large change in current. For instance, if the wire and the base material get also shut, the current volition chop-chop increase, which in plow causes the rut to increase and the tip of the wire to melt, returning information technology to its original separation distance.[37]
The type of current used plays an important role in arc welding. Consumable electrode processes such as shielded metallic arc welding and gas metal arc welding generally utilise direct electric current, but the electrode tin can be charged either positively or negatively. In welding, the positively charged anode will have a greater heat concentration, and as a event, changing the polarity of the electrode affects weld properties. If the electrode is positively charged, the base metal will be hotter, increasing weld penetration and welding speed. Alternatively, a negatively charged electrode results in more shallow welds.[38] Non-consumable electrode processes, such as gas tungsten arc welding, tin utilise either blazon of direct current, every bit well every bit alternating current. However, with direct electric current, because the electrode only creates the arc and does not provide filler material, a positively charged electrode causes shallow welds, while a negatively charged electrode makes deeper welds.[39] Alternating current rapidly moves betwixt these ii, resulting in medium-penetration welds. One disadvantage of Air conditioning, the fact that the arc must be re-ignited after every zero crossings, has been addressed with the invention of special power units that produce a foursquare wave pattern instead of the normal sine wave, making rapid zero crossings possible and minimizing the effects of the problem.[40]
Resistance welding [edit]
Resistance welding involves the generation of heat past passing electric current through the resistance caused by the contact between two or more than metal surfaces. Minor pools of molten metal are formed at the weld area as high electric current (grand–100,000 A) is passed through the metal.[41] In general, resistance welding methods are efficient and crusade petty pollution, but their applications are somewhat limited and the equipment toll can be loftier.[41]

Spot welding is a popular resistance welding method used to join overlapping metal sheets of up to three mm thick.[41] 2 electrodes are simultaneously used to clamp the metal sheets together and to laissez passer current through the sheets. The advantages of the method include efficient energy use, limited workpiece deformation, high production rates, easy automation, and no required filler materials. Weld force is significantly lower than with other welding methods, making the process suitable for just certain applications. It is used extensively in the automotive manufacture—ordinary cars can have several thousand spot welds fabricated by industrial robots. A specialized process called shot welding, tin can be used to spot weld stainless steel.[41]
Like spot welding, seam welding relies on two electrodes to utilize pressure and current to join metallic sheets. Still, instead of pointed electrodes, wheel-shaped electrodes roll forth and oftentimes feed the workpiece, making information technology possible to make long continuous welds. In the by, this procedure was used in the manufacture of beverage cans, just now its uses are more express.[41] Other resistance welding methods include butt welding,[42] flash welding, projection welding, and upset welding.[41]
Free energy beam welding [edit]
Free energy axle welding methods, namely laser axle welding and electron beam welding, are relatively new processes that have become quite pop in loftier production applications. The 2 processes are quite similar, differing most notably in their source of power. Laser axle welding employs a highly focused laser beam, while electron beam welding is done in a vacuum and uses an electron axle. Both accept a very high energy density, making deep weld penetration possible and minimizing the size of the weld area. Both processes are extremely fast, and are easily automated, making them highly productive. The primary disadvantages are their very high equipment costs (though these are decreasing) and a susceptibility to thermal peachy. Developments in this surface area include light amplification by stimulated emission of radiation-hybrid welding, which uses principles from both laser beam welding and arc welding for fifty-fifty meliorate weld backdrop, laser cladding, and ten-ray welding.[43]
Solid-country welding [edit]

Like the kickoff welding procedure, forge welding, some mod welding methods do not involve the melting of the materials being joined. One of the most popular, ultrasonic welding, is used to connect thin sheets or wires made of metallic or thermoplastic past vibrating them at high frequency and nether high pressure.[45] The equipment and methods involved are similar to that of resistance welding, but instead of electric current, vibration provides energy input. Welding metals with this process does not involve melting the materials; instead, the weld is formed by introducing mechanical vibrations horizontally under pressure. When welding plastics, the materials should have similar melting temperatures, and the vibrations are introduced vertically. Ultrasonic welding is commonly used for making electric connections out of aluminum or copper, and it is also a very common polymer welding process.[45]
Another common process, explosion welding, involves the joining of materials by pushing them together under extremely loftier pressure. The energy from the impact plasticizes the materials, forming a weld, even though only a express amount of heat is generated. The procedure is commonly used for welding unlike materials, including bonding aluminum to carbon steel in ship hulls and stainless steel or titanium to carbon steel in petrochemical pressure vessels.[45]
Other solid-state welding processes include friction welding (including friction stir welding and friction stir spot welding),[46] magnetic pulse welding,[47] co-extrusion welding, cold welding, diffusion bonding, exothermic welding, high frequency welding, hot pressure welding, consecration welding, and roll bonding.[45]
Geometry [edit]
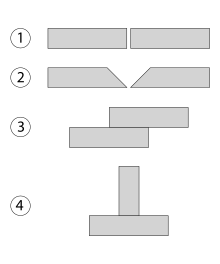
Mutual welding joint types – (1) Square butt joint, (ii) V butt articulation, (3) Lap joint, (4) T-joint
Welds can exist geometrically prepared in many dissimilar ways. The 5 basic types of weld joints are the butt joint, lap joint, corner joint, edge articulation, and T-joint (a variant of this last is the cruciform articulation). Other variations be besides—for case, double-5 preparation joints are characterized by the two pieces of fabric each tapering to a single eye point at i-half their height. Unmarried-U and double-U preparation joints are besides adequately common—instead of having direct edges similar the unmarried-V and double-5 preparation joints, they are curved, forming the shape of a U. Lap joints are as well unremarkably more than two pieces thick—depending on the procedure used and the thickness of the cloth, many pieces tin be welded together in a lap joint geometry.[48]
Many welding processes require the apply of a particular articulation design; for example, resistance spot welding, laser beam welding, and electron beam welding are most frequently performed on lap joints. Other welding methods, like shielded metal arc welding, are extremely versatile and can weld virtually any type of joint. Some processes can also exist used to make multipass welds, in which one weld is allowed to cool, and then some other weld is performed on top of it. This allows for the welding of thick sections arranged in a single-5 training articulation, for example.[49]
![]()
The cross-department of a welded barrel joint, with the darkest grayness representing the weld or fusion zone, the medium gray the heat-afflicted zone, and the lightest grey the base textile.
Later welding, a number of distinct regions tin can be identified in the weld area. The weld itself is called the fusion zone—more specifically, it is where the filler metallic was laid during the welding process. The properties of the fusion zone depend primarily on the filler metal used, and its compatibility with the base materials. It is surrounded by the heat-affected zone, the expanse that had its microstructure and properties contradistinct past the weld. These properties depend on the base of operations fabric'due south behavior when subjected to heat. The metal in this area is often weaker than both the base material and the fusion zone, and is also where residual stresses are found.[50]
Quality [edit]
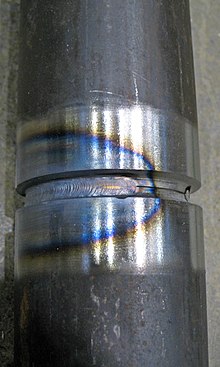
The bluish area results from oxidation at a corresponding temperature of 600 °F (316 °C). This is an accurate way to identify temperature, merely does not stand for the HAZ width. The HAZ is the narrow surface area that immediately surrounds the welded base metal.
Many distinct factors influence the strength of welds and the material around them, including the welding method, the corporeality and concentration of energy input, the weldability of the base cloth, filler fabric, and flux material, the blueprint of the joint, and the interactions between all these factors.[51]
For example, the cistron of welding position influences weld quality, that welding codes & specifications may require testing—both welding procedures and welders—using specified welding positions: 1G (flat), 2G (horizontal), 3G (vertical), 4G (overhead), 5G (horizontal fixed pipe), or 6G (inclined stock-still pipe).
To exam the quality of a weld, either destructive or nondestructive testing methods are commonly used to verify that welds are free of defects, have adequate levels of residual stresses and baloney, and have acceptable rut-affected zone (HAZ) properties. Types of welding defects include cracks, baloney, gas inclusions (porosity), non-metallic inclusions, lack of fusion, incomplete penetration, lamellar tearing, and undercutting.
The metalworking industry has instituted codes and specifications to guide welders, weld inspectors, engineers, managers, and property owners in proper welding technique, design of welds, how to judge the quality of welding procedure specification, how to approximate the skill of the person performing the weld, and how to ensure the quality of a welding job.[51] Methods such as visual inspection, radiography, ultrasonic testing, phased-array ultrasonics, dye penetrant inspection, magnetic particle inspection, or industrial computed tomography can help with detection and analysis of certain defects.
Heat-affected zone [edit]
The heat-affected zone (HAZ) is a ring surrounding the weld in which the temperature of the welding process, combined with the stresses of uneven heating and cooling, alters the estrus-treatment properties of the alloy. The effects of welding on the fabric surrounding the weld can be detrimental—depending on the materials used and the heat input of the welding process used, the HAZ can be of varying size and strength. The thermal diffusivity of the base of operations textile plays a large role—if the diffusivity is high, the material cooling rate is high and the HAZ is relatively pocket-size. Conversely, a low diffusivity leads to slower cooling and a larger HAZ. The amount of rut injected by the welding process plays an important role too, as processes like oxyacetylene welding take an unconcentrated heat input and increase the size of the HAZ. Processes similar laser beam welding give a highly concentrated, limited amount of heat, resulting in a small HAZ. Arc welding falls between these 2 extremes, with the individual processes varying somewhat in heat input.[52] [53] To calculate the oestrus input for arc welding procedures, the following formula tin be used:

where Q = heat input (kJ/mm), V = voltage (V), I = electric current (A), and Due south = welding speed (mm/min). The efficiency is dependent on the welding process used, with shielded metal arc welding having a value of 0.75, gas metal arc welding and submerged arc welding, 0.9, and gas tungsten arc welding, 0.8.[54] Methods of alleviating the stresses and brittleness created in the HAZ include stress relieving and tempering.[55]
Lifetime extension with after treatment methods [edit]

Case: High Frequency Impact Treatment for lifetime extension
The durability and life of dynamically loaded, welded steel structures is determined in many cases by the welds, in item the weld transitions. Through selective handling of the transitions by grinding (annoying cutting), shot peening, High-Frequency Affect Treatment, etc. the durability of many designs increases significantly.
Metallurgy [edit]
Nigh solids used are technology materials consisting of crystalline solids in which the atoms or ions are arranged in a repetitive geometric pattern which is known as a lattice construction. The only exception is material that is made from glass which is a combination of a supercooled liquid and polymers which are aggregates of large organic molecules.[56]
Crystalline solids cohesion is obtained by a metallic or chemical bond that is formed between the constituent atoms. Chemical bonds can exist grouped into two types consisting of ionic and covalent. To class an ionic bond, either a valence or bonding electron separates from one atom and becomes attached to some other atom to class oppositely charged ions. The bonding in the static position is when the ions occupy an equilibrium position where the resulting force betwixt them is zero. When the ions are exerted in tension force, the inter-ionic spacing increases creating an electrostatic attractive forcefulness, while a repulsing forcefulness nether compressive strength between the diminutive nuclei is dominant.[56]
Covalent bonding takes identify when one of the constituent atoms loses one or more than electrons, with the other atom gaining the electrons, resulting in an electron deject that is shared by the molecule equally a whole. In both ionic and covalent bonding the location of the ions and electrons are constrained relative to each other, thereby resulting in the bail being characteristically brittle.[56]
Metallic bonding can be classified as a type of covalent bonding for which the constituent atoms are of the aforementioned type and do not combine with one another to form a chemical bail. Atoms volition lose an electron(due south) forming an array of positive ions. These electrons are shared by the lattice which makes the electron cluster mobile, as the electrons are free to move as well equally the ions. For this, it gives metals their relatively high thermal and electrical electrical conductivity likewise as beingness characteristically ductile.[56]
Three of the most usually used crystal lattice structures in metals are the body-centred cubic, face-centred cubic and shut-packed hexagonal. Ferritic steel has a body-centred cubic construction and austenitic steel, non-ferrous metals similar aluminum, copper and nickel have the face up-centred cubic structure.[56]
Ductility is an important cistron in ensuring the integrity of structures past enabling them to sustain local stress concentrations without fracture. In addition, structures are required to exist of an acceptable strength, which is related to a cloth'due south yield forcefulness. In general, as the yield strength of a material increases, there is a respective reduction in fracture toughness.[56]
A reduction in fracture toughness may also be attributed to the embrittlement result of impurities, or for body-centred cubic metals, from a reduction in temperature. Metals and in particular steels have a transitional temperature range where higher up this range the metal has acceptable notch-ductility while below this range the cloth becomes brittle. Inside the range, the materials behavior is unpredictable. The reduction in fracture toughness is accompanied by a change in the fracture appearance. When above the transition, the fracture is primarily due to micro-void coalescence, which results in the fracture appearing gristly. When the temperatures falls the fracture volition show signs of cleavage facets. These 2 appearances are visible by the naked middle. Breakable fracture in steel plates may announced every bit chevron markings under the microscope. These pointer-similar ridges on the crack surface point towards the origin of the fracture.[56]
Fracture toughness is measured using a notched and pre-cracked rectangular specimen, of which the dimensions are specified in standards, for instance ASTM E23. At that place are other means of estimating or measuring fracture toughness by the following: The Charpy touch test per ASTM A370; The crack-tip opening deportation (CTOD) test per BS 7448–1; The J integral examination per ASTM E1820; The Pellini drop-weight test per ASTM E208.[56]
Unusual conditions [edit]

While many welding applications are done in controlled environments such every bit factories and repair shops, some welding processes are commonly used in a wide variety of weather condition, such as open air, underwater, and vacuums (such every bit infinite). In open-air applications, such every bit construction and outdoors repair, shielded metallic arc welding is the most mutual procedure. Processes that employ inert gases to protect the weld cannot be readily used in such situations, because unpredictable atmospheric movements can result in a faulty weld. Shielded metal arc welding is also often used in underwater welding in the construction and repair of ships, offshore platforms, and pipelines, only others, such equally flux cored arc welding and gas tungsten arc welding, are also common. Welding in space is too possible—it was showtime attempted in 1969 by Russian cosmonauts during the Soyuz 6 mission, when they performed experiments to test shielded metal arc welding, plasma arc welding, and electron beam welding in a depressurized environment. Further testing of these methods was washed in the following decades, and today researchers continue to develop methods for using other welding processes in space, such as light amplification by stimulated emission of radiation beam welding, resistance welding, and friction welding. Advances in these areas may be useful for future endeavours similar to the construction of the International Space Station, which could rely on welding for joining in infinite the parts that were manufactured on Earth.[57]
Safety problems [edit]

Arc welding with a welding helmet, gloves, and other protective clothing
Welding can be dangerous and unhealthy if the proper precautions are not taken. However, using new technology and proper protection profoundly reduces risks of injury and death associated with welding.[58] Since many common welding procedures involve an open electric arc or flame, the risk of burns and fire is pregnant; this is why it is classified as a hot work procedure. To prevent injury, welders habiliment personal protective equipment in the class of heavy leather gloves and protective long-sleeve jackets to avoid exposure to extreme heat and flames. Synthetic clothing such equally polyester should non be worn since information technology may burn, causing injury.[59] Additionally, the brightness of the weld area leads to a condition called arc centre or flash burns in which ultraviolet light causes inflammation of the cornea and can burn the retinas of the eyes. Goggles and welding helmets with night UV-filtering face up plates are worn to forestall this exposure. Since the 2000s, some helmets have included a face plate which instantly darkens upon exposure to the intense UV light. To protect bystanders, the welding surface area is often surrounded with translucent welding curtains. These curtains, made of a polyvinyl chloride plastic film, shield people outside the welding area from the UV light of the electric arc, but cannot replace the filter glass used in helmets.[threescore]

A chamber designed to contain welding fumes for analysis
A video describing inquiry on welding helmets and their power to limit fume exposure
Welders are often exposed to unsafe gases and particulate affair. Processes similar flux-cored arc welding and shielded metal arc welding produce smoke containing particles of various types of oxides. The size of the particles in question tends to influence the toxicity of the fumes, with smaller particles presenting a greater danger. This is because smaller particles have the ability to cross the claret–brain barrier. Fumes and gases, such equally carbon dioxide, ozone, and fumes containing heavy metals, tin be dangerous to welders defective proper ventilation and grooming.[61] Exposure to manganese welding fumes, for example, even at depression levels (<0.2 mg/grand3), may lead to neurological issues or to damage to the lungs, liver, kidneys, or central nervous organization.[62] Nano particles can become trapped in the alveolar macrophages of the lungs and induce pulmonary fibrosis.[63] The apply of compressed gases and flames in many welding processes poses an explosion and fire risk. Some mutual precautions include limiting the amount of oxygen in the air, and keeping combustible materials away from the workplace.[61]
Costs and trends [edit]
As an industrial process, the cost of welding plays a crucial part in manufacturing decisions. Many different variables affect the total cost, including equipment cost, labor cost, material toll, and energy cost.[64] Depending on the process, equipment toll can vary, from inexpensive for methods similar shielded metallic arc welding and oxyfuel welding, to extremely expensive for methods similar laser beam welding and electron axle welding. Because of their high price, they are only used in loftier production operations. Similarly, because automation and robots increase equipment costs, they are only implemented when high production is necessary. Labor cost depends on the deposition rate (the rate of welding), the hourly wage, and the total operation fourth dimension, including time spent fitting, welding, and handling the part. The cost of materials includes the price of the base and filler fabric, and the cost of shielding gases. Finally, energy price depends on arc time and welding power demand.[64]
For manual welding methods, labor costs generally make upward the vast majority of the total cost. As a result, many toll-saving measures are focused on minimizing operation time. To do this, welding procedures with high deposition rates can exist selected, and weld parameters can be fine-tuned to increment welding speed. Mechanization and automation are often implemented to reduce labor costs, but this oftentimes increases the toll of equipment and creates additional setup time. Material costs tend to increase when special properties are necessary, and energy costs normally exercise non amount to more than several percentage of the total welding price.[64]
In recent years, in order to minimize labor costs in high production manufacturing, industrial welding has become increasingly more than automated, almost notably with the use of robots in resistance spot welding (especially in the automotive manufacture) and in arc welding. In robot welding, mechanized devices both hold the material and perform the weld[65] and at outset, spot welding was its about common application, simply robotic arc welding increases in popularity every bit technology advances. Other key areas of enquiry and development include the welding of dissimilar materials (such as steel and aluminum, for example) and new welding processes, such as friction stir, magnetic pulse, conductive heat seam, and laser-hybrid welding. Furthermore, progress is desired in making more than specialized methods like laser axle welding practical for more than applications, such as in the aerospace and automotive industries. Researchers also hope to amend understand the often unpredictable backdrop of welds, particularly microstructure, residual stresses, and a weld's tendency to crack or deform.[66]
The tendency of accelerating the speed at which welds are performed in the steel erection industry comes at a run a risk to the integrity of the connectedness. Without proper fusion to the base of operations materials provided past sufficient arc fourth dimension on the weld, a project inspector cannot ensure the effective bore of the puddle weld therefore he or she cannot guarantee the published load capacities unless they witness the bodily installation.[67] This method of puddle welding is common in the U.s. and Canada for attaching steel sheets to bar joist and structural steel members. Regional agencies are responsible for ensuring the proper installation of puddle welding on steel construction sites. Currently there is no standard or weld process which can ensure the published belongings capacity of any unwitnessed connexion, but this is under review by the American Welding Club.
Glass and plastic welding [edit]
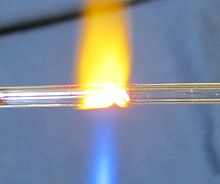
The welding together of ii tubes fabricated from lead drinking glass

A basin fabricated from cast-drinking glass. The 2 halves are joined together by the weld seam, running down the center.
Spectacles and certain types of plastics are commonly welded materials. Unlike metals, which have a specific melting point, glasses and plastics take a melting range, called the glass transition. When heating the solid material past the glass-transition temperature (Tg) into this range, it volition mostly get softer and more than pliable. When it crosses through the range, above the drinking glass-melting temperature (Tthousand), it will get a very thick, sluggish, mucilaginous liquid, slowly decreasing in viscosity as temperature increases. Typically, this viscous liquid volition have very fiddling surface tension compared to metals, becoming a viscid, taffy to love-like consistency, so welding can unremarkably have place by simply pressing two melted surfaces together. The two liquids will mostly mix and join at outset contact. Upon cooling through the drinking glass transition, the welded slice will solidify as ane solid piece of amorphous material.
Drinking glass welding [edit]
Glass welding is a common practice during glassblowing. It is used very frequently in the structure of lighting, neon signs, flashtubes, scientific equipment, and the manufacture of dishes and other glassware. It is also used during drinking glass casting for joining the halves of glass molds, making items such equally bottles and jars. Welding glass is accomplished by heating the glass through the glass transition, turning information technology into a thick, formable, liquid mass. Heating is usually done with a gas or oxy-gas torch, or a furnace, because the temperatures for melting drinking glass are oft quite high. This temperature may vary, depending on the blazon of drinking glass. For example, lead glass becomes a weldable liquid at around 1,600 °F (870 °C), and tin be welded with a simple propane torch. On the other hand, quartz glass (fused silica) must be heated to over 3,000 °F (1,650 °C), only apace loses its viscosity and formability if overheated, and so an oxyhydrogen torch must be used. Sometimes a tube may exist fastened to the glass, allowing it to be blown into various shapes, such equally bulbs, bottles, or tubes. When two pieces of liquid drinking glass are pressed together, they will usually weld very readily. Welding a handle onto a pitcher can usually exist done with relative ease. However, when welding a tube to another tube, a combination of blowing and suction, and pressing and pulling is used to ensure a good seal, to shape the glass, and to go along the surface tension from closing the tube in on itself. Sometimes a filler rod may be used, but ordinarily not.
Considering glass is very brittle in its solid state, it is often prone to cracking upon heating and cooling, especially if the heating and cooling are uneven. This is because the brittleness of glass does not allow for uneven thermal expansion. Drinking glass that has been welded will ordinarily need to be cooled very slowly and evenly through the glass transition, in a process called annealing, to relieve whatever internal stresses created by a temperature gradient.
There are many types of drinking glass, and it is most common to weld using the same types. Different glasses oftentimes take different rates of thermal expansion, which tin cause them to crack upon cooling when they contract differently. For example, quartz has very depression thermal expansion, while soda-lime glass has very high thermal expansion. When welding different glasses to each other, it is ordinarily important to closely lucifer their coefficients of thermal expansion, to ensure that groovy does not occur. Too, some glasses will just not mix with others, so welding between sure types may not be possible.
Drinking glass can also be welded to metals and ceramics, although with metals the procedure is unremarkably more adhesion to the surface of the metal rather than a commingling of the two materials. However, certain glasses volition typically bond only to certain metals. For instance, atomic number 82 drinking glass bonds readily to copper or molybdenum, simply not to aluminum. Tungsten electrodes are ofttimes used in lighting but will non bail to quartz drinking glass, so the tungsten is oft wetted with molten borosilicate glass, which bonds to both tungsten and quartz. However, care must be taken to ensure that all materials have similar coefficients of thermal expansion to forestall cracking both when the object cools and when it is heated again. Special alloys are oftentimes used for this purpose, ensuring that the coefficients of expansion friction match, and sometimes thin, metallic coatings may be applied to a metal to create a good bond with the glass.[68] [69]
Plastic welding [edit]
Plastics are generally divided into two categories, which are "thermosets" and "thermoplastics." A thermoset is a plastic in which a chemical reaction sets the molecular bonds later outset forming the plastic, and and so the bonds cannot exist broken again without degrading the plastic. Thermosets cannot be melted, therefore, once a thermoset has prepare it is impossible to weld it. Examples of thermosets include epoxies, silicone, vulcanized rubber, polyester, and polyurethane.
Thermoplastics, past contrast, form long molecular chains, which are often coiled or intertwined, forming an baggy structure without whatsoever long-range, crystalline social club. Some thermoplastics may be fully amorphous, while others take a partially crystalline/partially amorphous construction. Both amorphous and semicrystalline thermoplastics take a glass transition, above which welding can occur, but semicrystallines besides have a specific melting signal which is to a higher place the glass transition. Above this melting point, the viscous liquid volition become a free-flowing liquid (see rheological weldability for thermoplastics). Examples of thermoplastics include polyethylene, polypropylene, polystyrene, polyvinylchloride (PVC), and fluoroplastics like Teflon and Spectralon.
Welding thermoplastic is very similar to welding glass. The plastic first must be cleaned and then heated through the drinking glass transition, turning the weld-interface into a thick, viscous liquid. 2 heated interfaces can then be pressed together, allowing the molecules to mix through intermolecular diffusion, joining them as i. Then the plastic is cooled through the glass transition, allowing the weld to solidify. A filler rod may often be used for certain types of joints. The main differences betwixt welding glass and plastic are the types of heating methods, the much lower melting temperatures, and the fact that plastics will burn if overheated. Many different methods have been devised for heating plastic to a weldable temperature without burning information technology. Ovens or electric heating tools tin be used to cook the plastic. Ultrasonic, laser, or friction heating are other methods. Resistive metals may be implanted in the plastic, which reply to induction heating. Some plastics will begin to burn at temperatures lower than their glass transition, so welding can be performed by blowing a heated, inert gas onto the plastic, melting it while, at the aforementioned fourth dimension, shielding it from oxygen.[lxx]
Many thermoplastics tin too be welded using chemical solvents. When placed in contact with the plastic, the solvent will begin to soften information technology, bringing the surface into a thick, liquid solution. When two melted surfaces are pressed together, the molecules in the solution mix, joining them every bit one. Considering the solvent tin permeate the plastic, the solvent evaporates out through the surface of the plastic, causing the weld to driblet out of solution and solidify. A common utilise for solvent welding is for joining PVC or ABS (acrylonitrile butadiene styrene) pipes during plumbing, or for welding styrene and polystyrene plastics in the structure of models. Solvent welding is especially effective on plastics similar PVC which burn at or below their glass transition, only may be ineffective on plastics like Teflon or polyethylene that are resistant to chemical decomposition.[71]
Come across likewise [edit]
- Aluminium joining
- Fasteners
- List of welding codes
- List of welding processes
- Welding Process Specification
- Welder certification
- Welded sculpture
References [edit]
- ^ A Curtailed Anglo-Saxon Lexicon by John R. Clark Hall, Herbert T. Merritt, Herbert Dean Meritt, Medieval Academy of America -- Cambridge University Press 1960 Page 289
- ^ An Etymological Dictionary of the English by Walter William Skeat -- Oxford Press 1898 Page 702
- ^ A Dictionary of English Etymology by Hensleigh Wedgwood -- Trubner & Co. 1878Page 723
- ^ A History of the English Language by Elly van Gelderen -- John Benjamins Publishing 2006
- ^ Herodotus. The Histories. Trans. R. Waterfield. Oxford: Oxford University Press. Book One, 25.
- ^ Cary & Helzer 2005, p. 4
- ^ a b Lincoln Electric, p. one.one-1
- ^ Lincoln Electric, The Procedure Handbook Of Arc Welding 14th ed., page i.1-1
- ^ a b Hertha Ayrton. The Electric Arc, pp. 20, 24 and 94. D. Van Nostrand Co., New York, 1902.
- ^ a b c A. Anders (2003). "Tracking down the origin of arc plasma science-Two. early continuous discharges" (PDF). IEEE Transactions on Plasma Science. 31 (five): 1060–9. Bibcode:2003ITPS...31.1060A. doi:x.1109/TPS.2003.815477.
- ^ Dandy Soviet Encyclopedia, Commodity "Дуговой разряд" (eng. electrical arc)
- ^ Lazarev, P.P. (December 1999), "Historical essay on the 200 years of the development of natural sciences in Russia" (PDF), Physics-Uspekhi, 42 (1247): 1351–1361, doi:10.1070/PU1999v042n12ABEH000750, archived from the original (Russian) on 2011-02-11
- ^ "Encyclopedia.com. Complete Dictionary of Scientific Biography". Charles Scribner'southward Sons. 2008. Retrieved 9 Oct 2014.
- ^ Nikołaj Benardos, Stanisław Olszewski, "Procedure of and apparatus for working metals by the directly application of the electric current" patent nr 363 320, Washington, United States Patent Role, 17 may 1887.
- ^ Cary & Helzer 2005, pp. 5–vi
- ^ Cary & Helzer 2005, p. 6
- ^ a b c d e Weman, p. 26
- ^ "Lesson 3: Covered Electrodes for Welding Mild Steels". Retrieved 18 May 2017.
- ^ A History of Welding. weldinghistory.org
- ^ The Engineer (vi February 1920) p. 142
- ^ Lincoln Electric, p. one.1–5
- ^ Sapp, Mark E. (February 22, 2008). "Welding Timeline 1900–1950". WeldingHistory.org. Archived from the original on Baronial 3, 2008. Retrieved 2008-04-29 .
- ^ Cary & Helzer 2005, p. vii
- ^ Lincoln Electrical, p. 1.i–six
- ^ Cary & Helzer 2005, p. 9
- ^ Kazakov, N.F (1985). "Improvidence Bonding of Materials". University of Cambridge. Archived from the original on 2013-09-01. Retrieved 2011-01-xiii .
- ^ Mel Schwartz (2011). Innovations in Materials Manufacturing, Fabrication, and Ecology Safety. CRC Press. p. 300. ISBN978-1-4200-8215-9.
- ^ Lincoln Electrical, pp. 1.1–10
- ^ a b c d Weman, p. 63
- ^ a b Cary & Helzer 2005, p. 103
- ^ Lincoln Electric, p. v.4-3
- ^ Weman, p. 53
- ^ a b c Weman, p. 31
- ^ Weman, pp. 37–38
- ^ Weman, p. 68
- ^ Weman, pp. 93–94
- ^ Cary & Helzer 2005, pp. 246–249
- ^ Kalpakjian and Schmid, p. 780
- ^ Lincoln Electric, p. 5.4–v
- ^ Weman, p. sixteen
- ^ a b c d e f Weman, pp. eighty–84
- ^ John Jernberg (1919). Forging. American Technical guild. p. 26.
- ^ Weman, pp. 95–101
- ^ AWS A3.0:2001, Standard Welding Terms and Definitions Including Terms for Agglutinative Bonding, Brazing, Soldering, Thermal Cutting, and Thermal Spraying, American Welding Gild (2001), p. 117. ISBN 0-87171-624-0
- ^ a b c d Weman, pp. 89–xc
- ^ Stephan Kallee (August 2006) "NZ Fabricators begin to apply Friction Stir Welding to produce aluminium components and panels". New Zealand Engineering science News.
- ^ Stephan Kallee et al. (2010) Industrialisation of Electromagnetic Pulse Technology (EMPT) in Republic of india 38th Anniversary Outcome of PURCHASE Bharat.
- ^ Hicks, John (1999). Welded Joint Design . New York: Industrial Press. pp. 52–55. ISBN0-8311-3130-six.
- ^ Cary & Helzer 2005, pp. nineteen, 103, 206
- ^ Cary & Helzer 2005, pp. 401–404
- ^ a b Weman, pp. 60–62
- ^ Lincoln Electric, pp. 6.1-5–6.1–half-dozen
- ^ Kalpakjian and Schmid, pp. 821–22
- ^ Weman, p. five
- ^ How To Weld By Todd Bridigum - Motorbook 2008 Page 37
- ^ a b c d e f grand h Lancaster, J.F. (1999). Metallurgy of welding (6th ed.). Abington, Cambridge: Abington Pub. ISBN1-85573-428-1.
- ^ Cary & Helzer 2005, pp. 677–683
- ^ ANSI/AWS Z49.1: "Safe in Welding, Cutting, and Centrolineal Processes" (2005)
- ^ "Safety and Health Injury Prevention Sheets (SHIPS) | Procedure: Hot Work - Welding, Cut and Brazing - Hazard: Burns and Shocks | Occupational Safety and Health Administration". www.osha.gov . Retrieved 2019-ten-12 .
- ^ Cary & Helzer 2005, pp. 42, 49–51
- ^ a b Cary & Helzer 2005, pp. 52–62
- ^ Welding and Manganese: Potential Neurologic Furnishings. The inhalation of nano particles National Found for Occupational Safety and Health. March 30, 2009.
- ^ James D Byrne; John A Baugh (2008). "The significance of nano particles in particle-induced pulmonary fibrosis". McGill Journal of Medicine. 11 (1): 43–50. PMC2322933. PMID 18523535.
- ^ a b c Weman, pp. 184–89
- ^ Lincoln Electric, p. four.v-one
- ^ ASM International (2003). Trends in Welding Inquiry. Materials Park, Ohio: ASM International. pp. 995–1005. ISBN0-87170-780-2.
- ^ Gregory L. Snowfall and W. Samuel Easterling (October 2008) Force of Arc Spot Welds Fabricated in Single and Multiple Steel Sheets Archived 2014-06-11 at the Wayback Car , Proceedings of the 19th International Specialty Briefing on Cold-Formed Steel Structures, Missouri University of Science and Technology.
- ^ Freek Bos, Christian Louter, Fred Veer (2008) Challenging Glass: Briefing on Architectural and Structural Applications. JOS Printing. p. 194. ISBN 1-58603-866-4
- ^ Bernard D. Bolas (1921) A handbook of laboratory glassblowing. London, K. Routledge and sons
- ^ Plastics and Composites: Welding Handbook Past David A. Grewell, A. Benatar, Joon Bu Park – Hanser Gardener 2003
- ^ Handbook of Plastics Joining: A Practical Guide By Plastics Design Library – PDL 1997 Page 137, 146
Sources [edit]
- Cary, Howard B; Helzer, Scott C. (2005). Modern Welding Technology. Upper Saddle River, New Bailiwick of jersey: Pearson Educational activity. ISBN0-xiii-113029-three.
- Kalpakjian, Serope; Schmid, Steven R. (2001). Manufacturing Applied science and Technology. Prentice Hall. ISBN0-201-36131-0.
- Lincoln Electric (1994). The Procedure Handbook of Arc Welding. Cleveland: Lincoln Electric. ISBN99949-25-82-two.
- Weman, Klas (2003). Welding processes handbook. New York, NY: CRC Press LLC. ISBN0-8493-1773-8.
External links [edit]
| | Wikimedia Eatables has media related to Welding. |
- Welding at Curlie
- Milestones in the History of Welding
Source: https://en.wikipedia.org/wiki/Welding
0 Response to "Welding Principles and Applications Chapter 25 Review Answers"
Post a Comment